






Развальцовка труб
Для осуществления большого количества технологических процессов на предприятиях нефтегазового, химического, нефтехимического комплексов, а также на различных энергогенерирующих объектах применяются разнообразные конденсаторные и теплообменные установки. Их массовое использование привело к необходимости существенного снижения себестоимости производства. Одним из наиболее производительных и недорогих методов крепления труб в трубных решетках при изготовлении подобных изделий является развальцовка труб. Этот метод заключается в контролируемом радиальном деформировании концов труб в трубной решетке, в результате чего труба прочно соединяется с трубной решеткой. Учитывая, что данные изделия работают при высоких температурах и давлениях, соединения должны быть выполнены максимально качественными и надежными. Технология развальцовки труб полностью удовлетворяет этому требованию. В особо ответственных случаях применяется комбинированный способ крепления труб: сварка + развальцовка. Помимо высокой эффективности данного процесса, применение современного оборудования позволяет получить соединения, способные надежно работать при температурах до 450оС и при давлениях до 6,4 МПа (а для комбинированных соединений при температуре до 550оС и давлении до 70 МПа).
Для обеспечения данного технологического процесса используется развальцовочная машина. Данное устройство позволяет производить большое количество соединений труб с трубной решеткой с высокой степенью стабильности контактного давления между ними. Это обеспечивается точной отработкой блоком управления развальцовочной машины достигаемого крутящего момента, установленного в зависимости от характеристик соединений, материалов, из которых изготавливаются изделия и прочих факторов, влияющих на технологический процесс вальцовки. Назначение необходимого крутящего момента производится согласно ГОСТ Р 55601-2013. В простейшем и наиболее распространенном случае этот процесс состоит из нескольких основных этапов:
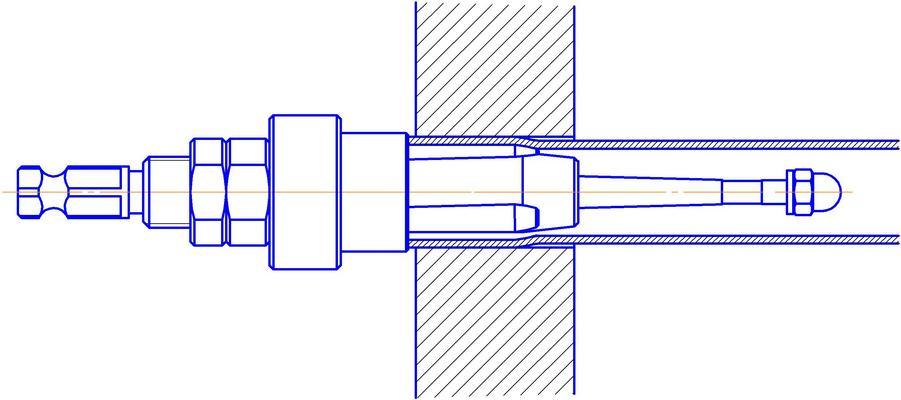
- Инструмент для развальцовки труб вводится в выбранную трубу трубной решетки.
- Коническое веретено развальцовочного инструмента подается вперед до соприкосновения роликов с внутренней поверхностью трубы.
- Затем происходит включение привода развальцовочной машины. Вращательное движение конического веретена, приводимого в действие развальцовочной машиной, передается роликам, обкатывающих внутреннюю поверхность трубы, при этом веретено самозатягивается, за счет небольшого разворота осей роликов относительно оси веретена, что обеспечивает раздачу трубы по внутреннему диаметру. Таким образом, производится радиальная упруго-пластическая деформация трубы до соприкосновения её с поверхностью отверстия в трубной решетке.
- Далее, по мере раздачи, происходит одновременная пластическая деформация трубы и упругая деформация трубной решетки.
- По мере достижения заданного крутящего момента, выставленного на блоке управления машины, происходит отключение вращения веретена, до момента наступления упруго-пластической деформации трубной решетки.
- Затем происходит включение реверса для выхода развальцовочного инструмента из развальцованной трубы и автоматическая остановка привода.
-
Циклы могут повторяться в автоматическом режиме.
Развальцовочные установки серии МЭР, производства ТЕХРЕМЭКС могут производить развальцовку труб с применением охлаждения развальцовочного инструмента воздушно-эмульсионной смесью, что повышает производительность работы и увеличивает ресурс развальцовочного инструмента.
В комбинированных соединениях развальцовка снимает остаточные напряжения от сварки и тем самым защищает сварной шов от коррозионного растрескивания. Кроме того, развальцовка защищает сварной шов от разрушающих циклических осевых нагрузок.
Качество развальцовки в комбинированных соединениях испытаниями на герметичность проверить невозможно, но можно проверить по протоколу развальцовки, который выдают современнные развальцовочные машины типа МЭР.